introduction
With the rapid development of industry, more and more people are exposed to harmful gases, and the harm to human beings is increasing. In steel mills and iron-making plants, the blast furnace gas (mainly CO), a by-product of blast furnace production, is sent to the gas pipe network or sent to the gas cabinet for storage after cooling, dust removal and pressurization. Workers in the laboratories near or near the blast furnace and workers in the pressurization station often suffer from carbon monoxide poisoning accidents. Moreover, during the inspection of gas pipelines and storage cabinets, leakage of carbon monoxide gas often occurs in an explosion caused by open flames. Therefore, the development of a carbon monoxide gas monitor has very important practical significance. In this paper, AD's data acquisition chip ADuC834 is used as the main control chip, and a carbon monoxide monitoring alarm device with high sensitivity, reliable performance and simple operation is introduced.
1 system hardware components
1.1 System Block Diagram
The hardware block diagram of the entire carbon monoxide monitoring alarm is shown in Figure 1.
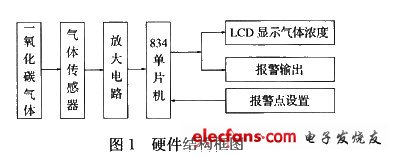
The working principle of this system is: firstly collect the carbon monoxide data information of the site through the carbon monoxide sensor. The sensor selects the electrochemical carbon monoxide gas sensor 7E/F of CityTechnology Ltd of the United Kingdom; when the carbon monoxide gas diffuses through the pores on the sensor casing to the surface of the working electrode A chemical change occurs in the upper part, and the current of the working electrode output changes, and the current is proportional to the gas concentration. The current signal is then output through the operational amplifier circuit with a voltage signal of 0 to 2.5 V. The voltage signal is linear with the gas concentration. The ADuC834 microcontroller can acquire the concentration of carbon monoxide gas by collecting the voltage signal through its integrated 24-bit A/D converter, and then use the LCD to display the concentration of carbon monoxide at the current site. In addition, the first and second gas concentration alarm points of carbon monoxide can be set by pressing the button. When the concentration of carbon monoxide is greater than a certain alarm point, three kinds of alarm modes of sound, light and vibration are provided.
1.2 ADuC834 microcontroller introduction
The ADuC834 microcontroller integrates two independent ∑-Δ ADCs, of which the main channel ADC is 24 bits and the auxiliary channel ADC is 16 bits. The main channel AD input range is ±20 mV~±2.56 V, which is divided into 8 files. You can select one gear when using. Thanks to the ∑-Δ conversion technology, up to 24 bits of lossless code performance can be achieved; in addition to the basic A/D conversion function, the auxiliary channel can also be used as an input interface for the internal temperature sensor.
The ADuC834 microcontroller uses a 32 kHz crystal to drive the on-chip phase-locked loop (PLL) and internal register settings to generate the internal operating frequency. Its microcontroller core is compatible with the 8051. On-chip peripherals include a SPI and I2C compatible serial port, multiple digital input/output ports, watchdog timer, power monitor, and time interval counter, as well as on-chip 62 KB flash/electric erase program memory and 2 304 B's on-chip RAM.
The ADuC834 microcontroller is provided with a bootloader from the manufacturer. Therefore, the user program code can be easily loaded into the ADuC834 microcontroller through the standard UART serial interface, which is very convenient for program development and design.
2 software programming
2.1 Data Acquisition Procedure
For data acquisition, the external reference voltage of the ADuC834 microcontroller is Vref=2.5 V, and different input ranges are set by the RN2, RN1 and RN0 bits of the AD0CON register to sample the input signal of the main channel.
2.2 User Flash / Electrical Erase Data Register Programming
The ADuC834 microcontroller provides developers with a flash/electrically erased data memory with a capacity of 4 KB. These EEPROMs allow for the loss of system configuration information.
3 Instrument calibration and inspection
3.1 Instrument calibration
Since the linearity of the sensor itself is relatively good, the calibration of the instrument uses a two-point calibration method. First, put the instrument in pure air. After the data is stable, use this point as the first point, ie, zero point, and adjust the LCD value to zero; then adjust the standard gas cylinder gas flow rate to 200 m1/min to keep the airflow stable. Flow through the sensor for about 1 min; after the display reading is stable, the concentration of this point is taken as the second point and the LCD value is adjusted to match the standard gas cylinder gas concentration value, and then the gas cylinder is closed, thereby completing the calibration process.
3.2 Test results
3.2.1 indication error
After passing various standard concentrations of gas through the sensor at a flow rate of 200 ml/min, the measurement results are recorded after a delay of 35 s, and the formula is calculated according to the indication error:

Where: Δe is the repeatability error; A is the arithmetic mean of the reading degree; As is the standard gas concentration value; R is the range.
The indication errors at different concentrations were calculated, as shown in Table 1.
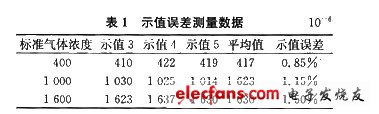
According to the above test data analysis, the indication error of the carbon monoxide monitoring alarm device is less than ±3% FS, which satisfies the requirements of the indication error verification procedure.
3.2.2 Repeatability error
After passing the sensor of the same concentration standard at the flow rate of 200 m1/min multiple times, the measurement result is recorded after a delay of 35 s, and the formula is calculated according to the repeatability error:

Where: Sr is the repeatability error; A is the arithmetic mean of the reading; Ai is the instrument reading value; n is the number of measurements, n=6.
The calculation of the repeatability error is shown in Table 2.
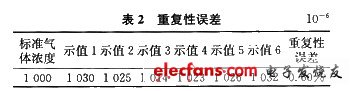
According to the above test data, the repeatability error of the carbon monoxide monitoring alarm device is less than ±2%, which satisfies the requirements of the repeatability error verification procedure.
4 Conclusion
The carbon monoxide monitoring alarm device introduced in this paper has the characteristics of simple structure, small size, simple programming on software and short development time. In addition, the carbon monoxide alarm device designed by the author has been applied to steel mills and ironworks, and has achieved good practical results.
Digital Signage,Digital Screen Poster,Android Video Players,Digital Signage Display Screen
ALLIN , https://www.nbdisplayapio.com